|
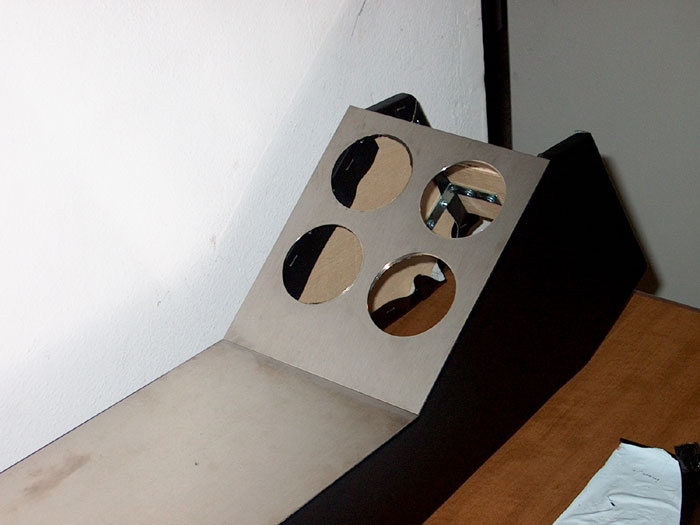
What you see here is about $30 worth of remnant stainless. Once the basic shapes were sheared, I started to cut gauge holes using my drill press and a bi-metal hole saw. This was a terribly difficult process for two reasons. First, stainless steel work hardens, which means it becomes more and more difficult to machine as you cut. Secondly, my drill press could turn a minimum of 600rpm, far beyond the 80-100rpm optimal cutting speed for stainless. The result was a very slow process that took a solid two hours, even while using moly tapping fluid. If I had it to do over again, I would have used a hand drill and slowed the cutting speed, which would have reduced work hardening and made the cutting process much quicker.
|
|
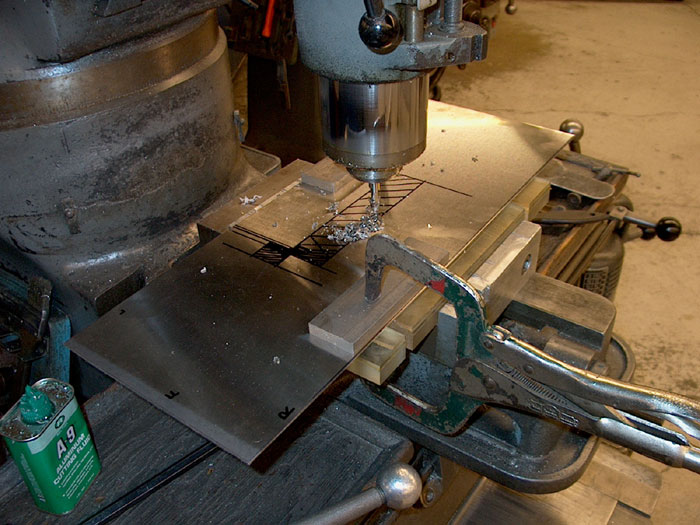
The last big step in machining the stainless steel was making the cutout for the top of the shifter. I considered a few ways to cut this, including using a jigsaw, a plasma cutter, and a vertical mill. Having cut the gauge openings using the hole saw, I knew the jigsaw would be a difficult approach. I probably would have gone through 40 blades and taken 8 hours. The plasma was a hopeful option, but after experiment I realized I'd never get the edge finish I wanted. Finally I talked to an instructor on campus and secured a Bridgeport vertical mill. In about an hour I completed the required cutout and was ready for a trial fit.

MORE TO COME...
|